
一、方案背景
食品加工、药品制造、电子制造等生产车间,化工厂、水电站、实验室、医药环境、仓储环境等场景,温湿度的变化直接或间接影响生产效率、产品质量、设备可靠性以及员工的健康和安全,因而需要搭建一套温湿度监测系统,以便实时掌握生产环境中的温度和湿度。
二、方案概述
本方案系统按三层结构设计:感知层、网络层、平台层。并在现场重点出入口设置大屏显示及声光报警点。
>>>感知层
要实现精准的温湿度感知,需要配置高精度的温湿度传感器。本方案采用XL51TH无线温湿度传感器作为感知层的核心,精度可达±0.3℃、±3%RH,实时监测,最大程度精准反映现场温湿度情况。

性能特点:
·
宽量程:温度范围-40~120℃,湿度范围0~100%RH
高精度:精度可达±0.3℃、±3%RH
低功耗:最大功耗<5W
配置便捷:现场可通过手机APP直接配置参数
实时显示:配备显示屏,可实时了解监测点当前温湿度
无线传输:可选LoRa、WiFi、4G传输,免布线,更灵活
供电方式可选:可选外接电源供电或电池供电
>>>网络层
方案一:LoRa传输
根据现场实际情况,部署XL906物联网关或XL97网关终端,XL51TH无线温湿度传感器通过LoRa无线传输数据至网关,网关可选Ethernet、Wi-Fi、4G等多种方式将温湿度数据传输至监控平台。这种低功耗、长距离的通信方式非常适合用于大规模工厂或仓储设施的数据采集和传输。

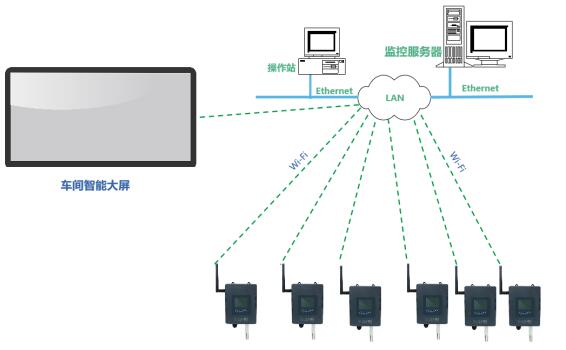
方案二:Wi-Fi传输
XL51TH无线温湿度传感器支持直接通过Wi-Fi接入服务器,无需另外配置网关设备。这种方式适用于小型工厂、车间或实验室等监测规模较小、且覆盖Wi-Fi的场景,能够快速建立连接,将数据传输至服务器。
>>>平台层

信立科技提供强大的监控平台,用于数据的存储、分析和可视化呈现:
实时监控:监控平台实时显示现场监测点温湿度数据,用户随时掌握当前情况;
报警通知:系统支持自定义报警阈值,一旦数据超出规定范围,系统将通过微信、短信等方式发送报警通知,帮助用户及时采取行动;
多端访问:采用HTML5实现多端一体化的WEB访问,完美支持移动端、PC端访问数据;
数据存储和分析: 所有采集的温湿度数据都会被安全地存储在云服务器上。用户可以随时访问历史数据,并使用统计分析工具来识别潜在问题或趋势。
报告和可视化:平台提供了可视化的图表和报告生成工具,有助于用户更好地理解数据趋势和分析结果,并可导出报告,方便与团队或合作伙伴共享信息。
三、方案价值
提升生产质量:稳定的温湿度条件有助于提高制造过程的稳定性和产品质量,减少次品率;
提高设备可靠性:监测环境条件有助于预防设备过热、腐蚀和故障,延长设备寿命,提高生产效率;
提供决策依据:系统记录和存储温湿度数据,可生成报告供管理人员审查和决策,有助于持续改进和决策制定;
提升用户体验:通过监控平台,用户可以轻松访问和分析温湿度数据,提高了用户体验和数据可视化的便利性;
高度可扩展性:信立温湿度监测系统具有高度的可扩展性,可满足不同行业和应用的需求,从而提供了广泛的适用性。